
Project details
Aims and Objectives
Aquila assisted with the specification, and then won the contract for the design, manufacture, assembly and Factory Acceptance Testing (FAT) of a candle test facility for the URENCO site. The candle testing rig was designed inside a modified Commercially Off The Shelf (COTS) fume cupboard which provided a safe means of testing the sintered metal filters in a methanol bath.
About the client
URENCO operates in a pivotal area of the nuclear fuel supply chain which ends with the sustainable generation of electricity for consumers around the world. The supply chain itself can be subdivided into four key processes: mining, conversion, enrichment, and fabrication.
URENCO uses world-leading centrifuge technology to provide the uranium enrichment services our customers need to generate low carbon nuclear energy.
Project Overview
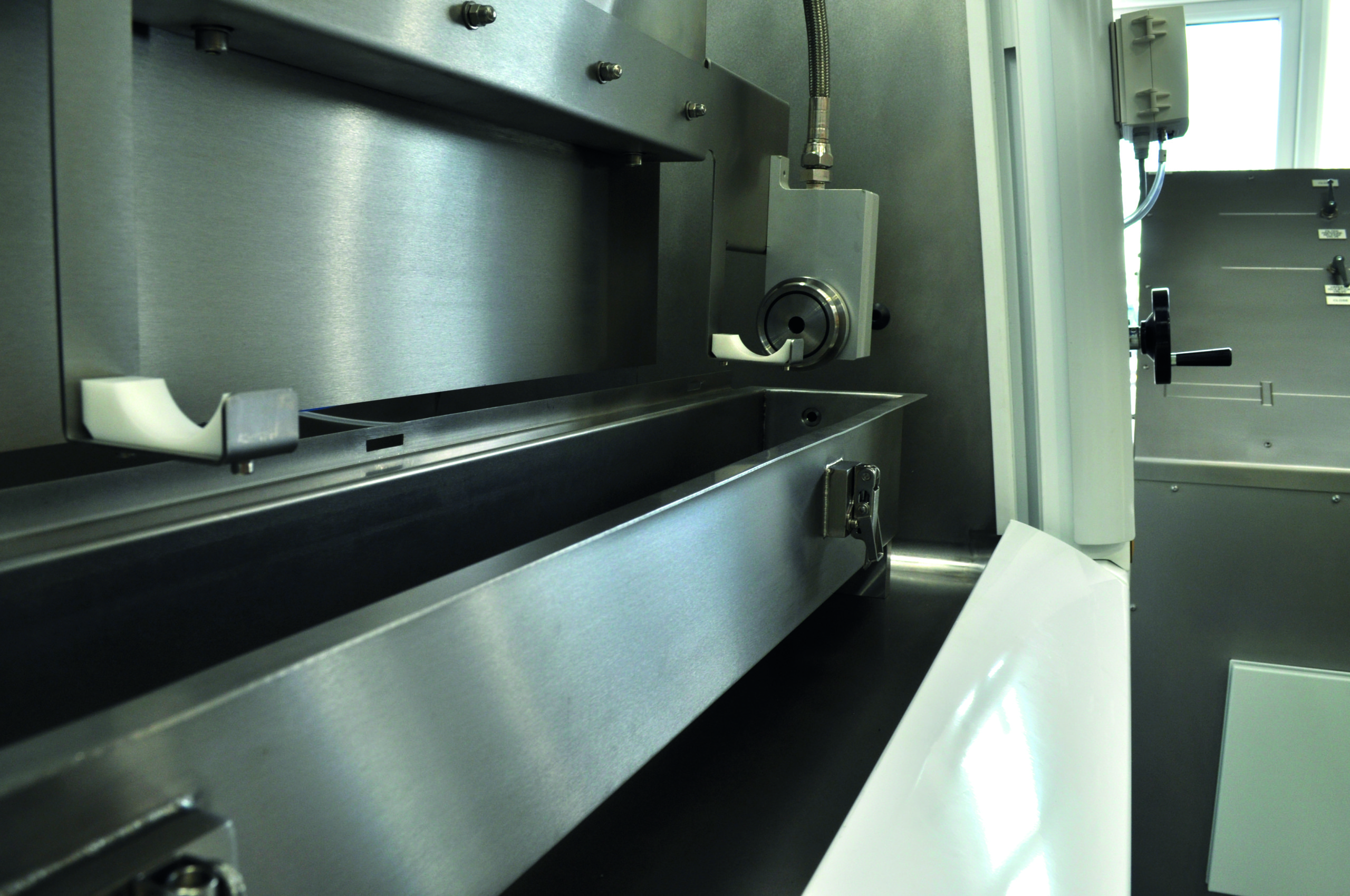
Aquila was awarded the contract to design, manufacture, assemble, and factory test a Candle Filter Test Facility, providing a safe means of testing sintered metal filters in a methanol bath. The Aquila proposal included a filter testing rig located centrally within the Fume Cupboard, manufactured from 316 stainless steel.
The Fume Cupboard has a stainless steel liner and is freestanding on the storage cabinets below. The Candle Filter Test Facility is designed to have an operating aperture of 457mm drawing 1174m³/hr and providing 0.5 m/s across the design opening. The Fume Cupboard is tested to ASHRAE 110:1995 and EN14175-3.
The main features of the Candle Filter Test Facility include:
- Modified Commercially Off The Shelf (COTS) fume cupboard with vertical sash and 316 ST/ST liner
- Filter Testing Rig for testing of sintered metal filters in a methanol bath
- Rotary handle for moving the filter through a full 360° axis
- Ventilated Storage Cabinets for housing of the methanol carboy and diaphragm pump
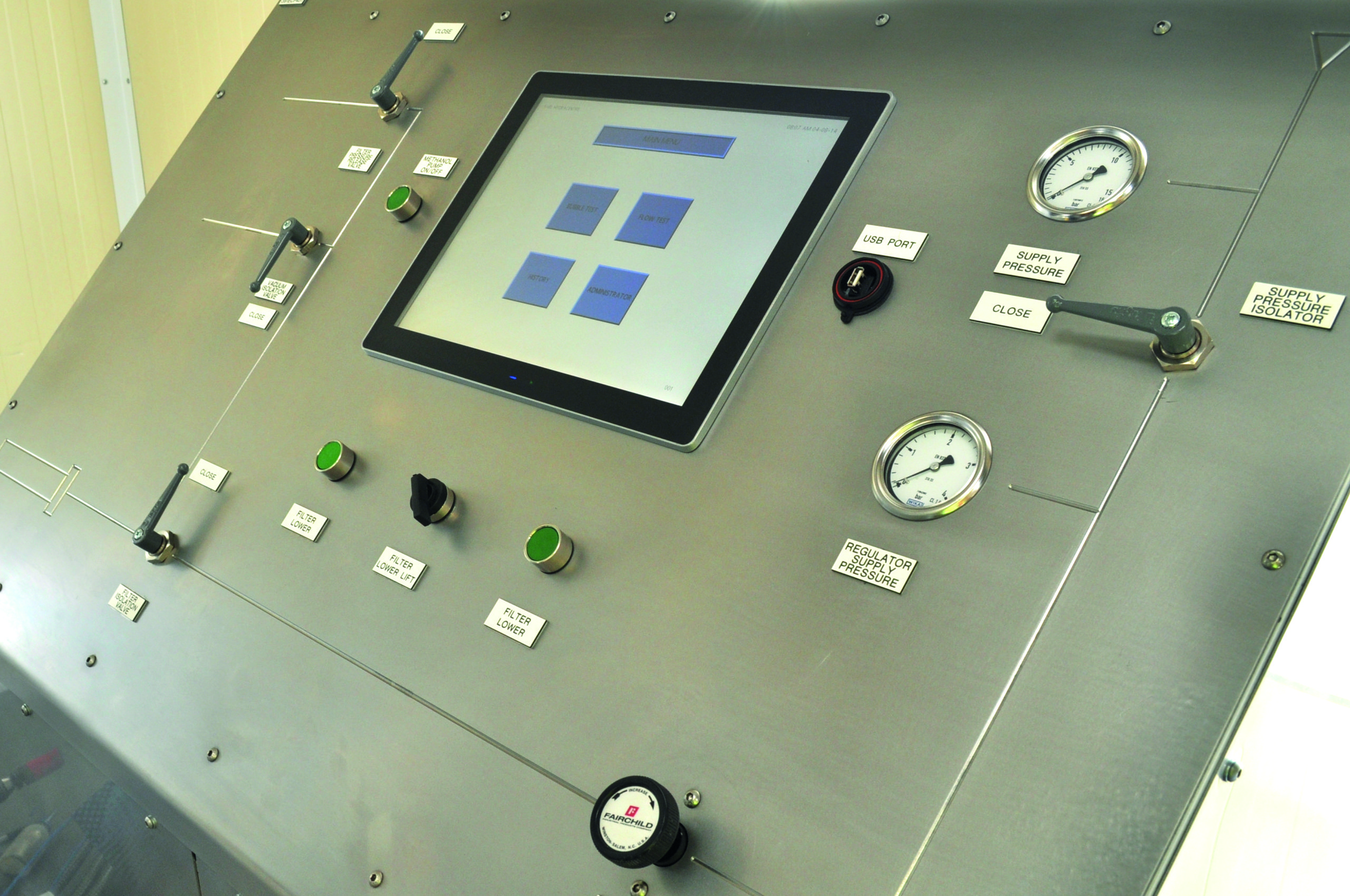
- Operator Control Station with HMI and data logging for recording bubble point and forward flow test results
Summary
During the production of the technical specification Aquila engineers worked with the users technical team and assisted with the development of a pragmatic functional specification. This functional specification effectively reduced the containment category classification resulting in a reduced cost and timescale. In preparation of the solution Aquila provided a 3D concept model demonstrating all design and operating features which were incorporated into the pricing on an open book basis.







{kind=link}